-
1 source of welding current
Англо-русский металлургический словарь > source of welding current
-
2 source of welding current
Металлургия: источник тока для сваркиУниверсальный англо-русский словарь > source of welding current
-
3 Einstellen-Lichtbogen-Schweißstromquelle
Neue Deutsch-Russische Wörterbuch > Einstellen-Lichtbogen-Schweißstromquelle
-
4 welder
['weldə]1) Общая лексика: сварочный агрегат2) Техника: сварочная машина, сварочная установка3) Строительство: сварная машина4) Автомобильный термин: сварочный аппарат5) Металлургия: (иногда joiner) стыкосварочная машина, сварочный источник питания (напр. трансформатор)6) Нефть: сварщик7) Бурение: сварочный автомат, сварочный источник тока, сварочный трансформатор8) Микроэлектроника: сварочный станок, установка сварки9) Полимеры: приспособление для сварки10) Автоматика: манипулятор сварочной горелки, сварочный источник тока (трансформатор, генератор)11) Электротехника: сварочный источник питания (трансформатор, генератор, выпрямитель) -
5 Kontaktglied
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
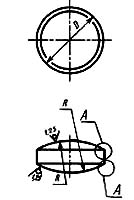
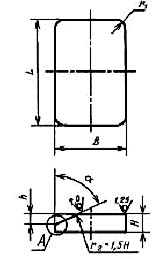
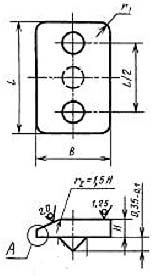
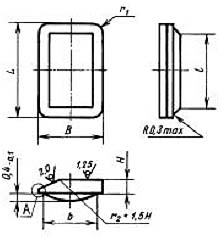
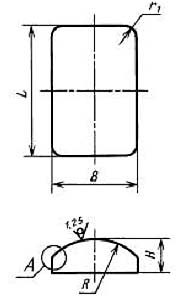
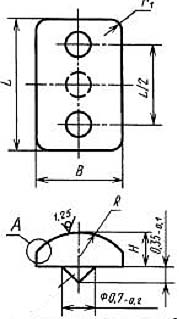
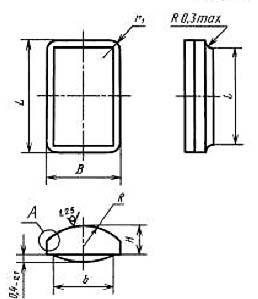
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
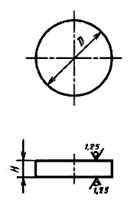
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
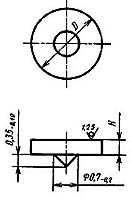
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
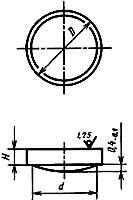
СС - со сферической рабочей и сферической нерабочей поверхностями
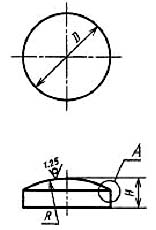
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
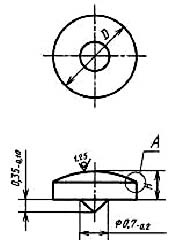
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
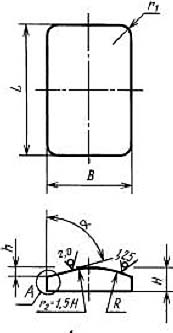
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
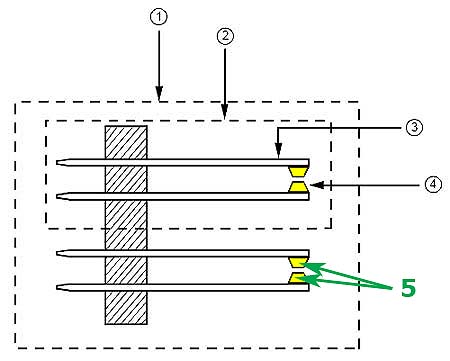
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
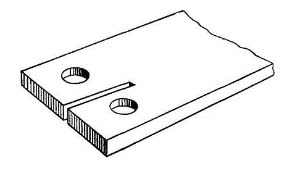
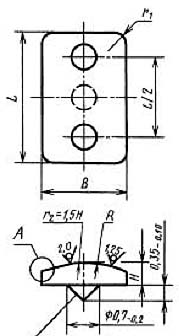
Требования к подготовке рабочих поверхностей контакт-деталей
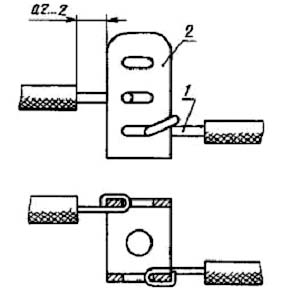
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактный элемент
Деталь аппарата для цепей управления (неподвижная или подвижная, проводящая или изолированная) для замыкания или размыкания единственного пути прохождения тока в цепи.
Примечания:
1. Контактный элемент и механизм передачи усилия могут быть объединены в единый узел, но чаще один или несколько элементов могут быть скомбинированы с одним или несколькими механизмами передачи усилия, и их конструкция может быть разной.
2. В состав контактных элементов не входят катушки и магниты управления.
[ ГОСТ 50030.5.1-2005]
контактный элемент
контакт (2)
-
[IEV number 151-12-16]EN
contact member
contact (2)
conductive element intended to make an electric contact
[IEV number 151-12-16]FR
élément de contact, m
contact (2), m
élément conducteur destiné à établir un contact électrique
[IEV number 151-12-16]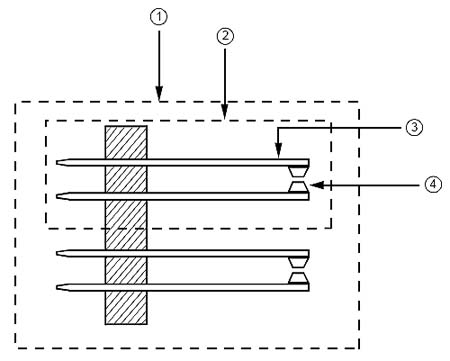
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент
- Contact point - рабочая поверхность контакт-детали, контакт-деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент
-
Piece de contact - рабочая поверхность контакт-детали, контакт-деталь
[Перевод Интент]
Примечания
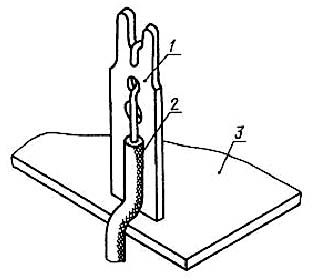
1 - Контактный элемент такой конструкции как на рисунке слева называют также конактная пружина.
2 - По существу, контактный элемент, это одна из частей контакта,
т. е. в замыкающем, размыкающем и переключающем контактах любой подвижный и неподвижный контакт является контактным элементом.
[Интент]Тематики
Синонимы
EN
DE
FR
контактный элемент электрического реле
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
[ ГОСТ 16022-83]Тематики
EN
DE
FR
102. Контактный элемент электрического реле
D. Kontaktglied
E. Contact member
F. Elément de contact
Проводящая часть контакта электрического реле, электрически изолированная от другой части или других частей, если цепь контакта электрического реле разомкнута
Источник: ГОСТ 16022-83: Реле электрические. Термины и определения оригинал документа
Немецко-русский словарь нормативно-технической терминологии > Kontaktglied
-
6 air gap
- разрядник
- Немагнитный зазор электротехнического изделия (устройства)
- немагнитный зазор электротехнического изделия
- зазор (металлургия)
- зазор (в сварке)
зазор
Кратчайшее расстояние между кромками собранных для сварки деталей
[ ГОСТ 2601-84]Тематики
- сварка, резка, пайка
EN
DE
FR
зазор
Кратчайшее расстояние между кромками собранных для сварки деталей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
немагнитный зазор электротехнического изделия
Промежуток в магнитной цепи электротехнического изделия (устройства), заполненный немагнитным материалом.
[ ГОСТ 18311-80]Тематики
Синонимы
EN
разрядник
Устройство, предназначенное для защиты электрического аппарата от высоких переходных перенапряжений и для ограничения длительности, а часто и амплитуды последующего тока.
МЭК 60050(604-03-51) [4].
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
разрядник
Устройство, внутреннее сопротивление которого резко уменьшается при заданном значении напряжения, вследствие чего обеспечивается защита кабеля и/или аппаратуры связи от воздействия внешних электромагнитных полей и ударов молнии.
[ОСТ 45.121-97]
разрядник
-
[IEV number 151-13-33]EN
spark-gap
device with two or more electrodes between which an electric discharge is initiated under specified conditions
[IEV number 151-13-33]FR
éclateur, m
dispositif comportant deux électrodes ou plus entre lesquelles une décharge électrique est déclenchée dans des conditions déterminées
[IEV number 151-13-33]Тематики
- линии, соединения и цепи электросвязи
- устройство (реле) защиты
EN
DE
FR
IT
SP
62. Немагнитный зазор электротехнического изделия (устройства)
Air gap
Зазор
Промежуток в магнитной цепи электротехнического изделия (устройства), заполненный немагнитным материалом
Источник: ГОСТ 18311-80: Изделия электротехнические. Термины и определения основных понятий оригинал документа
Англо-русский словарь нормативно-технической терминологии > air gap
-
7 welder
1. сварщик2. сварочная машина, сварочный агрегат; сварочный автомат3. сварочный источник тока; сварочный трансформатор
* * *
сварочная машина; сварочная установка; сварочный аппарат
* * *
сварщик; сварочная машина, сварочный агрегат
* * *
сварочная машина; сварочная установка; сварочный аппарат- butt-seam welder
- duplex spot welder
- pipe welder
- seam welder
- spot welder
- straight-line seam welder
- twin-arc welder* * *• сварщик -
8 electric-welded pipe
3.44 электросварная труба (electric-welded pipe): Труба с одним продольным швом, полученным электросваркой сопротивлением или индукционной сваркой, без добавления присадочного металла, в процессе которой свариваемые кромки механически сжимаются, а тепло для сварки выделяется за счет сопротивления протеканию электрического тока.
Источник: ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.2.2.3 электросварная труба (electric-welded pipe): Труба с одним продольным швом, изготовленная способом электросварки, описанным в 3.2.1.1, перечисление b).
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
Англо-русский словарь нормативно-технической терминологии > electric-welded pipe
См. также в других словарях:
источник — 3.18 источник (source): Объект или деятельность с потенциальными последствиями. Примечание Применительно к безопасности источник представляет собой опасность (см. ИСО/МЭК Руководство 51). [ИСО/МЭК Руководство 73:2002, пункт 3.1.5] Источник … Словарь-справочник терминов нормативно-технической документации
Источник питания — 3.11 Источник питания устройство, получающее энергию от электрической сети питания и питающее одно или несколько других устройств. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60974-1-2004: Источники питания для дуговой сварки. Требования безопасности — Терминология ГОСТ Р МЭК 60974 1 2004: Источники питания для дуговой сварки. Требования безопасности оригинал документа: 3.7 внешний осмотр: Внешний осмотр на наличие явных отклонений от технической документации с учетом требований… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 50030.5.1-2005: Аппаратура распределения и управления низковольтная. Часть 5. Аппараты и коммутационные элементы цепей управления. Глава 1. Электромеханические аппараты для цепей управления — Терминология ГОСТ Р 50030.5.1 2005: Аппаратура распределения и управления низковольтная. Часть 5. Аппараты и коммутационные элементы цепей управления. Глава 1. Электромеханические аппараты для цепей управления оригинал документа: (обязательное)… … Словарь-справочник терминов нормативно-технической документации
Плавящийся электрод для дуговой сварки — – металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом. [ГОСТ 2601 84] Плавящийся электрод для дуговой сварки – металлический электрод,… … Энциклопедия терминов, определений и пояснений строительных материалов
Электрод неплавящийся для дуговой сварки — – деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
Электрод плавящийся для дуговой сварки — – металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование,… … Энциклопедия терминов, определений и пояснений строительных материалов
Неплавящийся электрод для дуговой сварки — 177. Неплавящийся электрод для дуговой сварки Деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения … Словарь-справочник терминов нормативно-технической документации
Плавящийся электрод для дуговой сварки — Неплавящийся электрод 178. Плавящийся электрод для дуговой сварки Металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом Источник: ГОСТ 2601 84:… … Словарь-справочник терминов нормативно-технической документации
максимальное эффективное значение первичного тока источника питания — 3.33 максимальное эффективное значение первичного тока источника питания (I1 eff): Максимальное значение эффективного первичного тока, рассчитанное на основе номинального первичного тока (I1), с учетом действующего ПН (X) и номинального тока… … Словарь-справочник терминов нормативно-технической документации